發布日期:2013-10-16
1.傳統保護方法及不足
T91、TP347H等高合金鋼在火(huǒ)電、化工(gōng)、核能等領域有着廣泛的應用。這些材料在焊接時,焊縫背面必須進行有效地保護,才能避免根部氧化,以獲得良好的焊縫成型和保證接頭的機械性能。高合金鋼小(xiǎo)徑管焊接時,工(gōng)程上常采用的焊縫背面保護方法有:充氩氣、氮氣或者混合氣體(tǐ)保護[1-3]、利用藥芯焊絲或塗防氧化劑保護。但工(gōng)程上常用的是保護效果穩定、适應性強、成本相對較低的背面充氩保護方法。
傳統的背面充氩保護,是從管子的一(yī)端向焊接處充氩。如新建電廠過熱器管焊接時,氩氣通過輸送導管由集箱的進口插入集箱管座進行充氣。電廠過熱器管高合金鋼管檢修時,則需先割開(kāi)低合金鋼管以進行充氩,然後将割開(kāi)的低合金鋼管焊接起來。采用這種工(gōng)藝,雖然保護效果較好,但操作繁瑣、困難,氩氣消耗大(dà),焊接效率低。特别是在新建大(dà)容量火(huǒ)電機組中(zhōng),合金小(xiǎo)管焊口數量非常多,上述缺點更加突出。因此必須對傳統的保護方法加以改進。
2.新型保護裝置及工(gōng)藝調整
2.1 直吹式充氩裝置
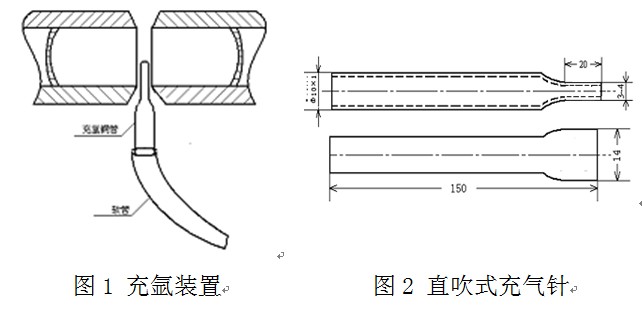
如果直接從焊接處充氩,操作更加簡便,也能節省氩氣用量。因此設計了圖1所示充氩裝置:
用易溶紙(zhǐ)堵在坡口兩側200-300mm處形成氣室。用φ10×1mm黃銅管壓扁成圖2所示的形狀。焊接過程中(zhōng)保持一(yī)定的氩氣流量。第一(yī)層焊道焊至接近充氩針時,拿掉充氣針,繼續焊完。
實際工(gōng)程中(zhōng)發現這種裝置存在以下(xià)缺點:
A.由于氣室空間較小(xiǎo),當氩氣流量小(xiǎo)時,保護效果不好;加大(dà)氩氣流量,則對焊接電弧産生(shēng)影響,焊縫中(zhōng)易産生(shēng)氣孔;
B.保護效果一(yī)般,主要是空氣不能完全排淨;焊接次層時進一(yī)步加劇了背面焊縫的氧化。
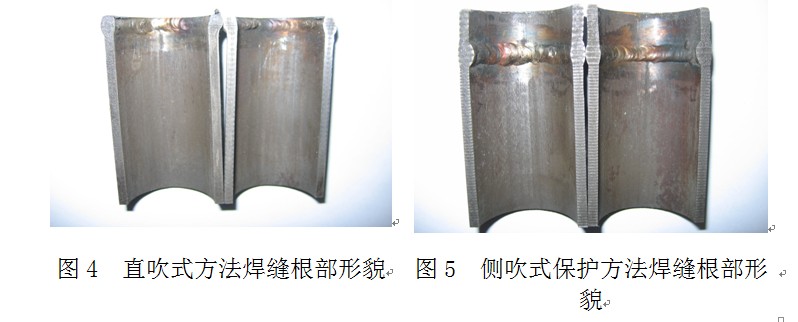
采用此種保護方法典型的焊縫背面形貌如圖4所示,背面焊縫成型尚可,但氧化較嚴重。
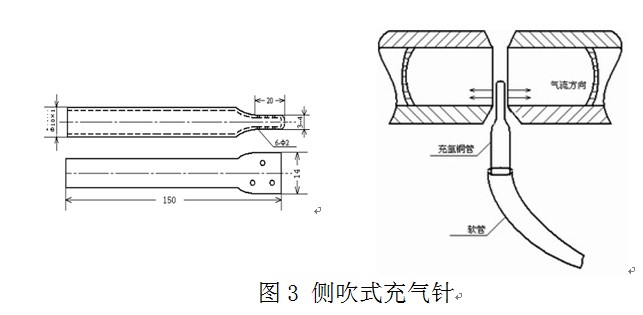
2.2 側吹式充氩裝置
采用圖1 所示的充氩裝置,但将充氣針設計成圖3所示,即将原充氣針端部焊接密封,而在兩個側面分(fēn)别鑽3個φ2mm的小(xiǎo)孔,讓氩氣從兩個側面向氣室送氣。同時對焊接工(gōng)藝進行調整:打底焊接時保留充氣針部位不焊,随即進行蓋面層焊接,最後取出充氣針,焊接層次封口。
此改進已先後在某些電廠工(gōng)程上得到采用。工(gōng)程實際應用表明,此種方法具有以下(xià)優點:
(1)操作簡便。以前需2-3人完成的工(gōng)作,現隻需1人即可。充氩效率提高,焊工(gōng)待焊時間大(dà)大(dà)縮短;
(2)氩氣消耗大(dà)爲降低。根據管子直徑和焊口距充氣點距離(lí),傳統充氩方法,氩氣流量爲10-20L/min,改進後氩氣流量爲6-10L/min,且充氣時間大(dà)大(dà)縮短。據工(gōng)程統計,此改進比傳統方法節省氩氣80%以上;
(3)保護效果良好。其典型的根部形貌如圖5所示,背面焊縫成型良好,表面呈銀灰色,未見氧化。
2.3 獲得良好保護效果的技術關鍵
(1)氣室密封性:氣室應具有一(yī)定的嚴密性。對管徑45mm以上的焊口,可在表面貼錫箔紙(zhǐ),覆蓋部分(fēn)坡口間隙;
(2)充氩位置:吊焊及斜焊位置時,充氣針置于頂部;橫焊位置時,充氣針置于便于收口的位置;
(3)充氩時間:充氩一(yī)定時間後才能焊接;焊接次層時要繼續充氩;
(4)點焊質量:若點焊焊縫背面保護不好,則需調整氩氣流量或充氣針位置,并需将點焊處磨掉重焊。